▲ HOME
+ ニチワオリジナル商品
+ レンチ
+ 計測機器
+ メタルキラー
+ 騒音対策関連
+ 補修関連
+ 穴あけ機
+ 工具治具
+ 検査機器
+ ジャッキ
+ ガリバーシリーズ
+ 回転機
+ 販売品
+ 他
+ 切断機
+ 発泡装置
+ ECO products
現場受入検査手順 (トルシア・六角ハイテンボルト)
【準備方法】
- 軸力計を本体固定ハンドルで、手ごろな梁または支柱(H鋼材等)に固定します。
- 測定ボルトのナット側に呼び径に合わせたプレートを選定し、ボルトで固定します。
(ボルトの呼び径が変わるごとに、このプレートを適合サイズ用に取り替えます。) - 測定ボルトの呼び径に合わせたブッシングを、軸力計の後部から取り付けます。
※ 六角ハイテンの場合:端面にボルト頭部の回り止めを行うための溝(切り込み)があるブッシングを使用します。
【試験方法・手順】
①測定ボルトを後部から挿入し、軸力計前面に所定の座金及びナットをセットします。
| ※注意1) | ナット及び座金の取り付けは、それぞれ方向が決まっています、ナットは等級マークが外側になるように座金は内径の面取り部が外側(ナット面)になるようにします。 | ||||||
|---|---|---|---|---|---|---|---|
| ※注意2) | 測定ボルト首下標準寸法は、以下の通りです。
|
②1次締め
1次締めはトルクレンチまたは1次締めレンチを使用して、トルク値・軸力を表1・表2のように設定して締め付けます。
表1 1次締めトルク(建築) ボルト呼び径 1次締め付けトルク(Nm) M16 約100 M20・M22 約150 M24 約200 M27 約300 M30 約400 表2 予備締め軸力(橋梁・土木)目標とする締付け軸力の60%程度
③マーキング
ボルト・ナット・座金及びプレートにわたりマーキングを施します(図1)。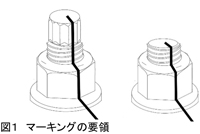
④本締め
トルシアボルトの場合 : シャーレンチを使用して、ピンテールが破断されるまで締め付けます。
※六角ハイテンの場合 : ダイヤル式トルクレンチを使用して、標準軸力近傍になるまで本締めを行い、ボルト軸力
を記録するとともにそのトルク値を記録します。
トルクコントロール法の電動レンチを使用する場合においても標準軸力近傍になるまで
本締めを行い、ボルト軸力を記録するとともに、ダイヤル式トルクレンチでトルク値を計測し、記録します。
※この時マーキングのずれはナットのマーキングのみ移動するのが正常な締付です。
※六角ハイテンの場合 : ダイヤル式トルクレンチを使用して、標準軸力近傍になるまで本締めを行い、ボルト軸力
を記録するとともにそのトルク値を記録します。
トルクコントロール法の電動レンチを使用する場合においても標準軸力近傍になるまで
本締めを行い、ボルト軸力を記録するとともに、ダイヤル式トルクレンチでトルク値を計測し、記録します。
※この時マーキングのずれはナットのマーキングのみ移動するのが正常な締付です。
⑤測定
締め付け後、軸力計のボルト軸力を読み取ります。
トルシアボルトの場合、トルク値の測定は必要ありません。
またナット回転量の測定は必要ありません。
(軸力計で締め付けた場合のナットの回転量は鋼材を締め付けた場合のナットの回転量よりも多めになります。)
トルシアボルトの場合、トルク値の測定は必要ありません。
またナット回転量の測定は必要ありません。
(軸力計で締め付けた場合のナットの回転量は鋼材を締め付けた場合のナットの回転量よりも多めになります。)
| 建築 | トルシアボルト軸力の判定基準(平均値) | 単位(kN) |
| 呼 び 径 | 常 温 時(10~30℃) | 常 温 以 外(0~60℃) |
|---|---|---|
| S10T M16 | 110 ~ 133 | 106 ~ 139 |
| S10T M20 | 172 ~ 207 | 165 ~ 217 |
| S10T M22 | 212 ~ 256 | 205 ~ 268 |
| S10T M24 | 247 ~ 298 | 238 ~ 312 |
| S10T M27 | 322 ~ 388 | 310 ~ 406 |
| S10T M30 | 394 ~ 474 | 379 ~ 496 |
| 橋梁・土木 | トルシアボルト軸力の判定基準(平均値) | 単位(kN) |
| 呼 び 径 | 常 温 時(10~30℃) | 常 温 以 外(0~60℃) |
|---|---|---|
| S10T M20 | 172 ~ 202 | 167 ~ 211 |
| S10T M22 | 212 ~ 249 | 207 ~ 261 |
| S10T M24 | 247 ~ 290 | 241 ~ 304 |
六角ハイテンの場合、トルク係数値がJIS B 1186規格を満たしているか確認します。
トルク係数値の平均値より締付けトルクを決め、目標値±10%で管理します。
| 六角ハイテンボルト軸力の標準軸力 | 単位(kN) |
| 呼 び 径 | 標 準 軸 力 | トルク係数値(※) |
|---|---|---|
| F10T M16 | 117 | 0.150~0.190(B種) 0.110~0.150(A種) |
| F10T M20 | 182 | |
| F10T M22 | 226 | |
| F10T M24 | 262 | |
| F10T M27 | 341 | |
| F10T M30 | 417 |
-
(※)トルク係数値の計算式
k= T d×No
k:トルク係数値
T:トルク値(N・m)
d:ボルト呼び径(mm)
No:軸力(kN) -
目標トルクの計算式
T=k × d × N
N:標準ボルト軸力(kN)